
Инструкция по сварке труб и фитингов ПОТОК –FIREPROFF РЕ 100 для диаметров от 125мм до 355мм
Фактические параметры сварки труб и фитингов ПОТОК-FIREPROFF PE100 диаметров от 125 до 355 регламентируются «Технологической картой на прокладку напорных трубопроводов автоматического пожаротушения и водоснабжения из труб и фитингов ПОТОК-FIREPROFF РЕ 100»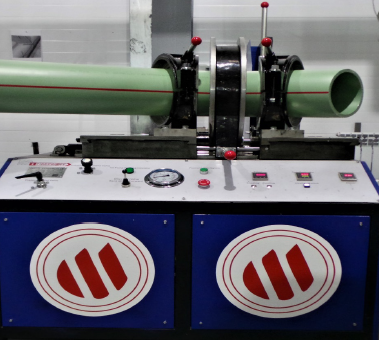
Вставить нагревательный элемент (рисунок В.5) между подготовленными свариваемыми деталями.
Температура нагревательного элемента должна быть 260оС. Убедитесь, что температура достигла требуемого уровня. Маховик давления переводится в положение «сведение труб», торцы свариваемых деталей прижимаются к нагревательному элементу и увеличивается давление. Движение фитинга и трубы вдоль нагревательных элементов должно осуществляться без излишних усилий по мере размягчения внутренней поверхности фитинга и внешней трубы.
Когда фитинг и труба на нагревательных элементах дошли до упора или соответствующей метки, уменьшить давление прижима торцов к поверхности нагревательного элемента почти до нуля и ожидать положенное время для нагрева. После окончания времени нагрева, быстро развести концы труб, извлечь нагревательный элемент и, как можно быстрее, снова свести свариваемые де тали. Выждите рекомендуемое время охлаждения. Охлаждение должно происходить естественным путем.
Ослабьте гайки зажимных болтов, откройте хомуты центратора и извлеките сваренную трубу сваренный узел прежде чем переходить к следующей операции визуально проверяется место сварки. Грат должен иметь равномерную круглую форму.
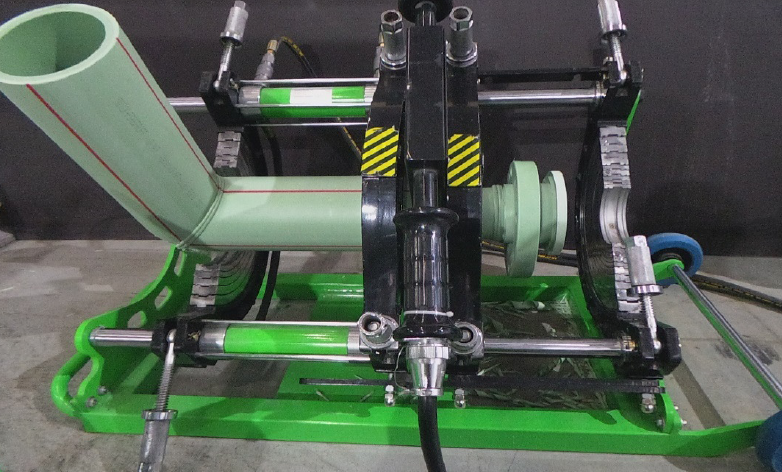
Сварка трубопроводов диаметром свыше 50 мм при помощи центратора.
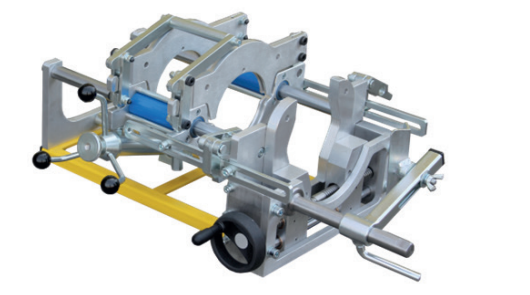
Для труб диаметром более 50 мм, в случае если длина участка трубы более 2м, рекомендуется использовать сварочные аппараты с центратором, с механическим, гидравлическим, пневматическим или электрическими приводами.Сварочный аппарат с центратором установить на сухой и устойчивой поверхности.
Установить вкладыши в центратор в соответствии с внешним диаметром соединяемых труб и фитингов. Установить свариваемые отрезки трубы и фитинг в зажимное устройство, выровнять в осевом направлении (отцентровать), зафиксировать. Проверить легкость осевого перемещения частей, подлежащих сварке.

| Размер | Ед.изм. | Вес | Артикул |
|
SM 4 |
шт. |
1,25 |
40101 |
|
SE 4 |
шт. |
1,25 |
40102 |
| Размер | Ед.изм. | Вес | Артикул |
|
М1 d32 |
шт. |
0,34 |
407032 |
|
М5 d40 |
шт. |
0,42 |
407041 |
|
STANDARD d40 |
шт. |
0,40 |
407044 |
|
ROTURBO d40 |
шт. |
0,45 |
407043 |
|
M4 d63 |
шт. |
1,17 |
407063 |



Технико-экономическое
обоснование применения
материалов для АУПТ.
Точный расчет!






